
别看扩散焊几秒十几秒焊接完成的动作,却是经历了4个阶段的蠕变
要使金属在不熔化情况下形成良好的焊接接头,就必须使待焊面紧密接触以达到原子引力范围内形成金属键。而材料表面不可能是完全平整和光洁,实际表面还存在氧化膜、污物和表面吸附层,都会影响接触面上金属原子形成金属键,而两母材表面晶体位相也不同,不同材料晶体结构也不同,这些都会影响材料的连接效果。
所以有必要对焊接接头进行加压和加热,使表面的氧化膜破裂,表面发生塑性变形和高温蠕变,从而加快两材料的扩散连接。为了方便研究,通常将扩散焊分为以下四个阶段讨论。
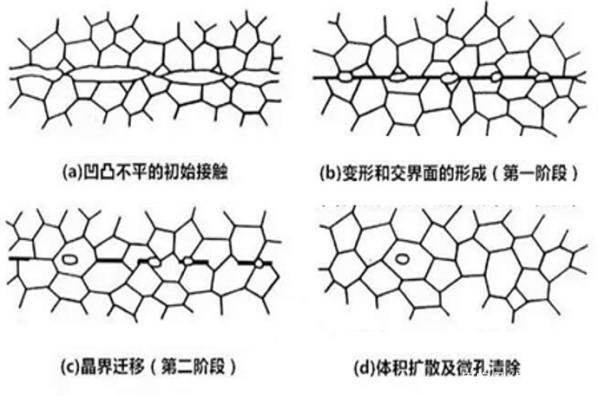
第一阶段为初始物理接触阶段,表面不平整,只有部分接触点接触,如图1a所示。
第二阶段为塑性变形阶段,在外加压力的作用下,通过屈服和蠕变机理是使表面发生塑性变形,而且表面的接触面积逐渐增大,最终达到整个界面的可靠接触,界面未达到紧密接触区域形成界面空洞,如图1b所示。
第三阶段为元素扩散与反应阶段,接触面的原子间相互扩散,形成紧密结合,如图1c所示,由于变形引起晶格畸变、位错、空位等缺陷,使界面能量显著增加,原子处于高度激活状态,有利于扩散。
第四阶段为体扩散阶段,微孔逐渐消失,如图1d所示,组织成分逐渐均匀化,最后达到晶粒穿过晶界界面生长,原始界面消失。
当然这四个阶段也不是截然分开的,而是相互交叉进行,经过扩散过程形成可靠连接。

昆山金吉港电器有限公司主营高分子扩散焊机、软连接焊接机、VC焊接机、点焊机、碰焊机、电阻焊及非标自动化焊接设备,提供一站式焊接工艺解决方案。公司始终以“客户为中心”,奉行“客户满意才是硬道理的宗旨”热情服务每一个新老客户。让客户焊接设备用的好,关键还不多花一分钱!欢迎广大有需求的客户朋友们来电咨询189-6264-9268 黄经理。






